
CYLINDER MAPPING BEFORE PORTING
Before a qualified engine builder begins a porting job, he does his homework and already knows where and how much to grind. You can be sure that each and every mass-produced cylinder is similar in quality and workmanship. However, many engine builders do not plan out their work beforehand and end up with work that is less than acceptable. There is a definite advantage in blueprinting mass-produced cylinders because of the flaws and obstructions left behind in the casting process. This type of cleanup porting can be accomplished with little difficulty and mechanical ability. However, when you dive into the area of changing port dimensions, the difficulty factor increases significantly as well as the chances of making a power-robbing mistake. For example, if porting changes are made to increase top rpm without regard for other factors, the engine will never operate at maximum efficiency.
When designing a cylinder, engineers are faced with many decisions regarding economy, longevity, performance, fuel consumption, noise and air pollution. In addition to these issues, factors such as fuel/air ratio, scavenging efficiency, trapping efficiency, brake mean effective pressure, brake specific fuel consumption, flow symmetry ratio, mixing length ratio, mean velocity, rpm range, compression ratio, etc. All of these are closely related functions and when changes are made to one, changes are made to many.
Two very important factors are the MV (mean velocity) and the symmetry map (which is clearly visible in a velocity contour map inside the cylinder at the piston top). When designing port areas, port shapes and flow patterns, these dimensions are based on 1/4, 1/2 and full throttle operation. Several experimental cylinders are constructed with totally different port shapes and then they are tested. The design with the best average performance in all three rpm ranges is then selected for production. Engine builders who don't have a thorough knowledge of these factors can really create problems when they do a porting job that supposedly increases performance in one rpm range. Changes are made to the ports which cause better performance in one area and worse performance in another. For example, an engine may now run very well at high rpm but may suffer from chronic seizures at 1/2 throttle.
Scavenging (pumping action) in a two stroke engine is accomplished by the piston's down stroke, which compresses the air/fuel mixture and delivers it to the combustion chamber through the transfer and boost ports. The scavenging system does not hold a steady pressure. Its velocity is increased and then decreased in relation to the open area of the ports and the relative pressure. It is almost impossible to describe this action in mathematical terms. It is possible, however, to introduce the theory of aerodynamics in design of ports and mixture flow within the cylinder.
Cylinder porting results in the enlargement of a port's angular time area. It is important not to exceed the upper limits of port duration and port width if a reasonable service life is expected. First of all, the engine's desired rpm operating range must be known. Secondly, the proper port time area must be established, complementing the exhaust system.
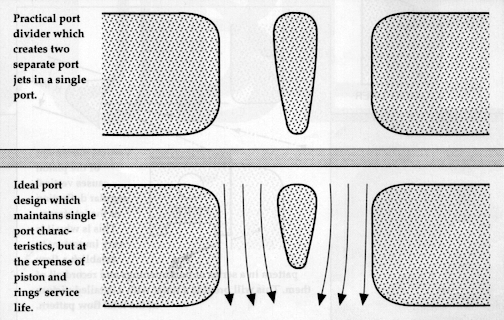
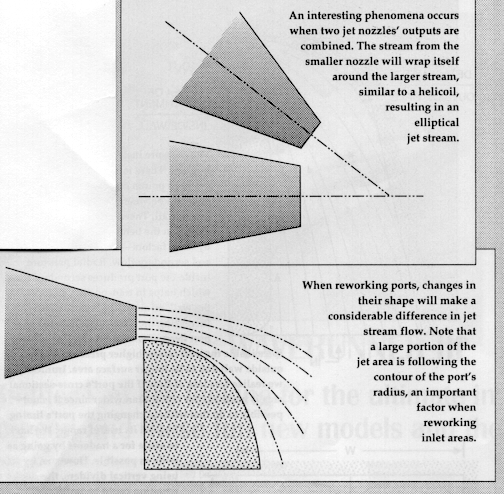
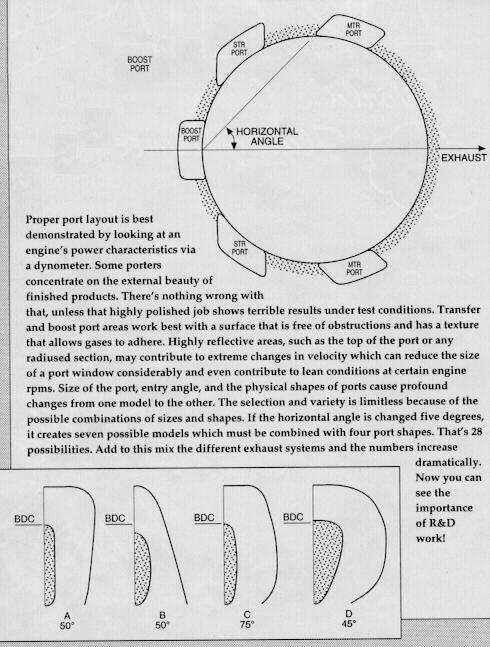
The shape of any port plays a role in total engine performance. There are three areas in a transfer port inlet, bend, and outlet. Transfer and boost ports must not be highly polished because this practice contributes to the detachment of mixture flow through ports and may contribute to flow disturbance at certain engine rpm.
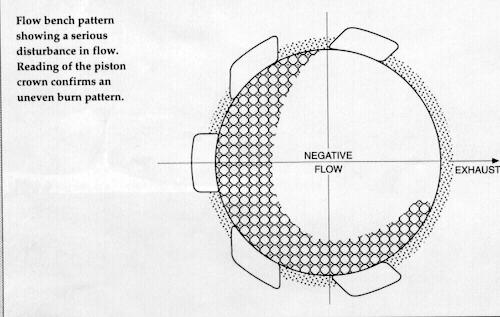
The most important part of porting work is the ability of a tuner to produce and establish a flow picture pattern. Without the knowledge of flow direction, all work, is only academic jargon or wasted time usually resulting in a product worse than stock. Quite often, transfer ports are less than optimum in design from the beginning. Combine this with an engine builder who lacks a grasp of the physics involved with engine operation and the final product is less than optimal. Port mapping requires knowledge and proper instrumentation to provide quality work, along with an investment of time to make it all work. My advice is to investigate what is going to be done to your machine before the chips begin to fly. If the answer to your inquiry about porting is, "We have our own secret specs,' walk away and take your business elsewhere. A porter has an obligation to tell you what he has planned for your cylinder. After all, you are paying him for his services. Make sure you are getting what you're paying for. A porter has the job of matching the flow rate of all ports, configuring angular port time area to complement the exhaust system, and informing YOU of the expected rpm operating range and powerband characteristics. Also, the pipe manufacturers have to provide information regarding the powerband design of their products, otherwise a serious mismatch will occur between porting and pipe, causing less power than you started with. The era of 'black magic' has come to an end. We must know what we are paying for.
Porting work should begin by mapping out each and every cylinder before grinding. This is the most valuable information you will have at your disposal. This process eliminates any possibilities for later "Oops!" or surprises. You cannot make a small hole in a large one unless you're a magician. Single cylinders are easier to work with than multi-cylinder engines. Single cylinders are mapped by registering flow in each port separately. Then a map of total flow and direction is recorded. Finally, flow in the exhaust port is recorded with the original cylinder head installed. All this work is performed at every 5 degrees of piston movement from the time the port begins to open to approximately 75% of mean. port time area. In multi-cylinder engines, the time required to do a professional job is astronomic. Consider a twin with 10 transfer ports, two exhaust ports, and two intake ports. All these must be matched within 2 or 3% of flow. You can see why a good porting job can cost so much money, and (more importantly) why it is so difficult. For example, a engine with triple cylinders can run $1500 for a pro-mod porting job.
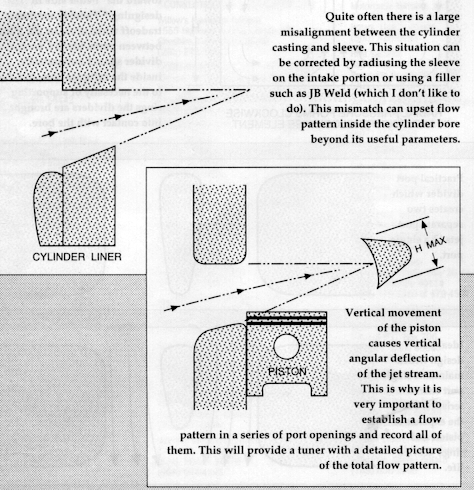
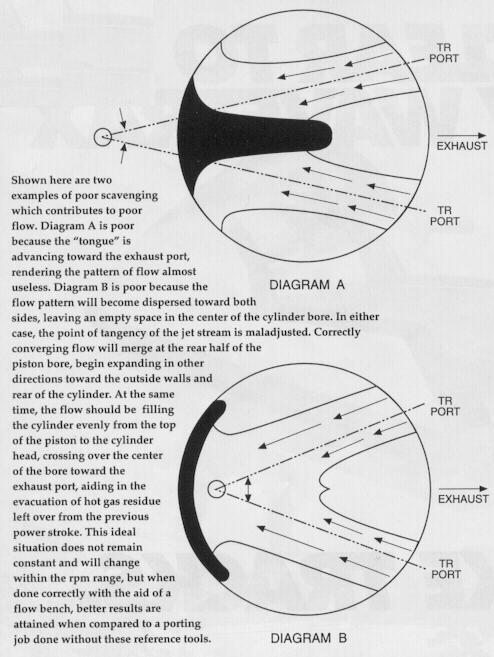
Each cylinder can take many hours of precision work and exposure to some unhealthy work conditions. Why do people go to such lengths? Because they want to go faster. And a properly ported engine will make your machine do just that. As I mentioned before, the most important job is to accomplish proper inflow/outflow pattern and minimize stagnation zones in the cylinder space. The most critical point lies in the rear wall of the cylinder bore opposite the exhaust port. The angles of converging jet streams must be correct. This will make or break any level of port modification. It's not enough to change size of ports to accomplish higher rpm it is mandatory to achieve a correct flow pattern of converging jet streams in a series of different port openings ranging from 25% open to 75% of mean port time area, in 5 degree increments of piston travel. Performance ratings of cylinder porting should be evaluated in several areas.
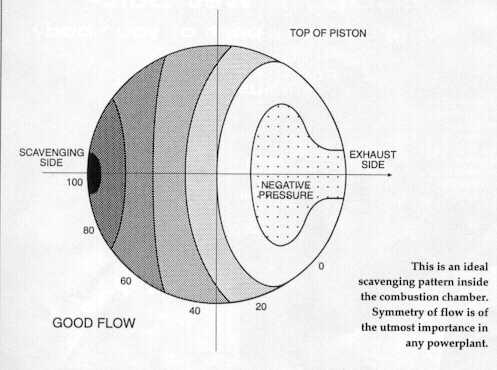
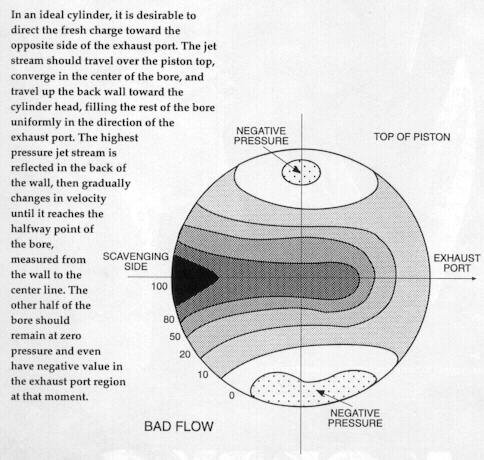
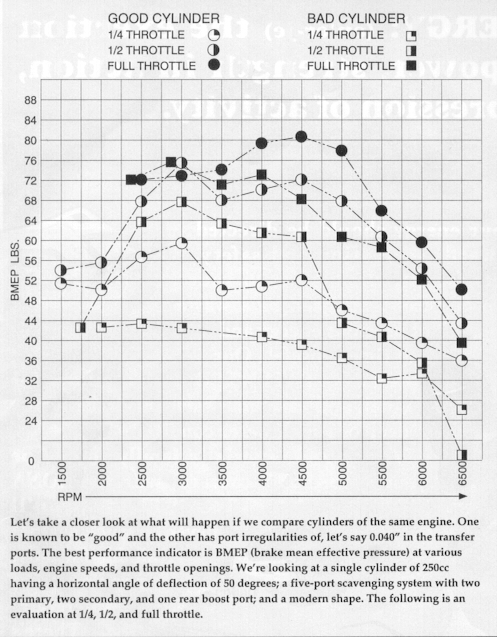
The most common method is to show horsepower ratings, but this doesn't tell the whole story. It's easy to increase an engine's rpm range and peak horsepower, but unless the engine delivers adequate torque, these high figures are useless. A more thorough approach to indicating horsepower consists of: trapping efficiency; scavenging efficiency; brake specific fuel consumption; delivery ratio; and brake mean indicated power at 1/4, 1/2, and full throttle operation under an actual load condition. These figures show a true indication of what kind of power is indeed being produced. It is very interesting to study how symmetry of flow will affect the powerband when the ports don't flow evenly from side to side in the cylinder bore. At full throttle, a "good" cylinder should reach BMEP of 83 at 4500 rpm, while a "bad" cylinder will reach only 68. This is nearly an 18% difference in the mid-range and 22% less at full throttle. These are serious losses indeed.
It's one thing to build a national caliber race machine if money is no problem and the only worry is winning races at any cost. Frequently, such practices do not work for weekend racers because it's very difficult to make such a machine last for more than a short time. When compared to snowmobiles or motocross, personal watercraft are light years behind in the structural and mechanical aspects' A race machine has to have four to six hours of maintenance for every 1/2 hour of racing. A highly modified motocross bike will go through a set of rings in only one race. A snowmobile engine will work at 9200 rpm all day long for a three month season, be subjected to severe loads, and not lose any power. Personal watercraft have the habit of self distracting when overworked.
Exhaust port modifications have reached an epidemic level. Some of the engines have ports big enough to drive a truck through. This practice leads to unnecessary engine failures. An exhaust port has the job of expelling hot burning gases very quickly and efficiently at a precise time in the combustion cycle. It has to provide a strong mechanical support for the piston and rings, and transfer heat away from the exhaust side of the piston. The tuned pipe must also be taken into consideration when making mods. What may look good for escaping gas out of the cylinder when the port is enlarged does not necessarily look good for the tuned length of the pipe. If the port area is made larger than 3:1 in respect to the head pipe area, the pipe's resonant effect will be lost. As far as resonance is concerned, it likes to see a 1:1 port to head pipe ratio. But since we need more ponies, we need bigger ports. That means a tradeoff between the two which should be in the area of 2:1. Instead of hacking material away from the exhaust port, we must know exactly what is going on and choose those modifications carefully. When ports are enlarged, the piston is exposed to more burning gases and often piston failures will increase. The tuning process is like a chess game where the best player wins, so make sure that your tuner knows his stuff. Remember that moderation is often the best path to take. Most stand up riders can't make a turn at 50 mph, so perhaps something more user-friendly might be the best choice.
The best product evaluation occurs at the races, but without extensive and precise work done in laboratories we would be still be racing on horseback. There is no substitute for education! My advice is to learn as much as you can and by doing so become independent from the biased opinions of so called "experts". Whenever you undertake performance evaluations you must be sure to record each and every setting on paper because the brain can only remember so much. It is a terrible waste of time and energy to re-do a test. Obviously, the purpose of testing is to determine the maximum power output for your machine. Once you've determined that setting, a wise move would be to slightly back down the settings in the interest of engine longevity. Too many 'experts", in their quest for maximum power, cause motors to destroy themselves. Judging by the number of mechanical failures in the field, the need for consumer education is great. Too much conflicting information and ideas are put into customers' minds, causing more harm than good.
Remember: You have the right to know who is going to work on your engine. Quite often customers meet with a company's rep at the races and are impressed with what they see and hear. But what happens to your engine when you actually ship it to the shop? Are you guaranteed that the rep you originally spoke with will perform the mods? Probably not. During the off-season (winter), most shops cut their staff down to the bare minimum. This is the best time to have your mods done, because the shops keep their most knowledgeable employees around even during slow periods. During the busy season, your engine may find itself in the hands of a part-timer, first-timer, or apprentice, depending on the quality of the shop you choose. This may not be bad, but you're not getting what you expected or bargained for when you sent in your engine. This scenario repeats itself over and over each and every season. That is why you have to know who your tuner is and how he operates. If someone wants to call himself a watercraft porting specialist, there are no qualifications needed other than possession of a porting tool. Just because somebody knows how to sharpen a drill bit doesn't qualify him to port cylinders. When you are sending off your $7000 craft for motor work, doesn't it make sense to do a little research into the qualifications of the person who'll be grinding away on your cylinder?

I have had the privilege to work with some of the finest people in this industry, and this has con- tributed tremendously to my educational level over the past 40 years. I still am active in updating myself on the technical aspects that affect our industry and do so on a daily basis. Thousands of engi- neers and technicians have put many thousands of hours of research into the intricacies of two stroke engines. Doesn't it make sense to tap into this valuable source of info? Instead, most people try to reinvent the wheel. We are at the edge of a vast frontier of new technologies. Don't get left behind because you think you're too smart to keep learning. Hit the books!
George Grabowski HPT Sport USA