GOING WITH THE FLOW
People forget how fast you do a job, but remember how well you did it. With this in mind, let's take a very to close look at the most controversial topics in two-stroke engine cylinder porting, testing, and use of a flow bench. Does the use of a flow bench guarantee porting par success? Well ... yes and no. Just because a shop advertises that they use a flow bench doesn't mean that they will produce a superior product. Many shops an who own a flow bench don't use it to full advantage, or sometimes don't use it at all. It seems that flow benches are used more for their advertising value than for their scientific value.
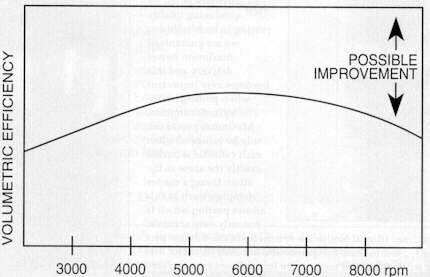
If a porter doesn't own a flow bench, can he produce consistent, high-quality work? I have to say no. Not having a flow bench is like taking a trip to Chicago using a map of Detroit. You may eventually end up in Chicago, but you'll definitely make a lot of mistakes on the way. Flow bench work is the most tedious and time consuming process ever invented, I think. It takes a lot of time, patience, electricity, and more than a little ingenuity. Flow bench testing takes a long time to master, but when done correctly, can give near-perfect porting. Two-stroke development for watercraft is still in its infancy. Porting is still a "black art" for the most part, and many different techniques have been tried, most without much success. Quite a bit of four-stroke technology applies to two-stroke engines, if that helps you understand better. The horsepower output of an engine is directly related to the amount of fuel and air present in the cylinder when ignition occurs. By reducing the air flow resistance of the intake and exhaust tract, mixture flow is improved and horsepower increases. The amount of power to be gained by improving air flow depends on the engine's volumetric efficiency (the percent of the cylinder being filled with mixture). An engine with only 70% efficiency can be improved much more than an engine with 85% efficiency. The efficiency of a gasoline engine can be estimated as follows:
Volumetric efficiency = 5600 * horsepower * 100% / RPM * CID
See diagram below
The total air flow through a gasoline engine determines its maximum horsepower. At peak power, a racing engine will use 1.67 cubic feet of air (CFM). To increase power output, either the air flow capacity must be increased or the air/fuel mixture charge must be burned more efficiently. The flow bench is a measuring device designed to measure the air flow capacity of various engine components. Air is blown or sucked through the engine at standard air pressure and the air flow capacity is measured. In this manner, different parts can be compared and the effect of changes can be evaluated. The flow tests are conducted at constant peak air velocity, usually between 100 and 400 feet per second. Additionally, an engine's efficiency and power can be increased considerably by taking advantage of natural dynamic effects which occur during the intake cycle. Both kinetic energy and resonant pulses can be harnessed to fill the cylinder with mixture. When the inlet closes, a pressure pulse bounces back out the intake track. By making intake track the proper length, the returning pulse can be timed to arrive at top dead center of the next cycle pushing extra air in and keeping exhaust gas out. To perform a flow test, it is first necessary to mount the cylinder on the flow bench with a piston and ring inside the cylinder. A lever mechanism is attached to the piston to allow the piston to be positioned up and down in the cylinder during testing. The piston should be adjustable at all positions from fully open to fully closed ports. The mechanism must be strong enough to resist the air pressure the flow bench produces, otherwise the piston will become a projectile traveling near 400 feet/second!
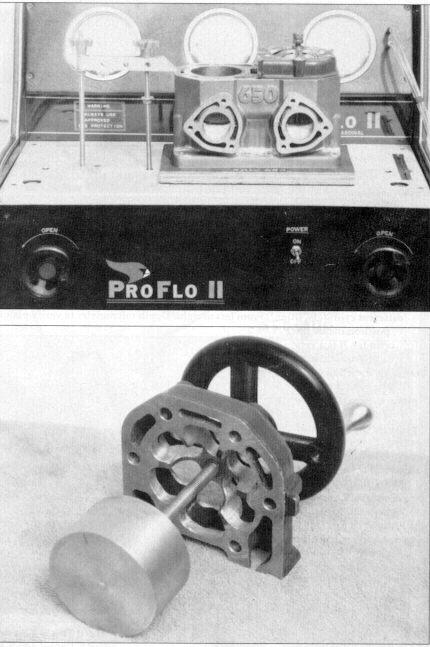
(Top) This is a basic setup using a Kawasaki 650 cylinder. The base plate is constructed of 3/4' plywood and thin neoprene rubber is used as a gasket to prevent leakage. The right cylinder has an invention of my own which controls the piston movement to within 0.2 mm. The machine is set up at eight inches of water flow and 80% of air flow. (Above) This device I invented really helps my bench work. At the bottom is a plug which is substituted for the piston. This in turn is attached to a precision screw which moves the plug 0.062" per revolution.
Flow is measured in increments of the piston opening using a constant velocity air flow. A precision system of measuring piston movement is necessary, precise to within +/-0.002", usually done with a dial indicator or depth micrometer. By maintaining such accuracy, flow can be accurately measured and porting correctly evaluated. My goal in sport engines is to keep flow to within 3% accuracy, and in racing engines to within 1% accuracy. Compare this to the stock tolerance of up to 15% variance, and you can see what a difference a little precision can make! However, porting an engine to within 1% accuracy requires many, many hours of intensive work, so don't be shocked when you hear a quote for a full-race porting job. It will be expensive, but remember: Quality does not come cheap, and you can't afford anything less than quality. In the long run, the extra cost of a good job is more than worth it.
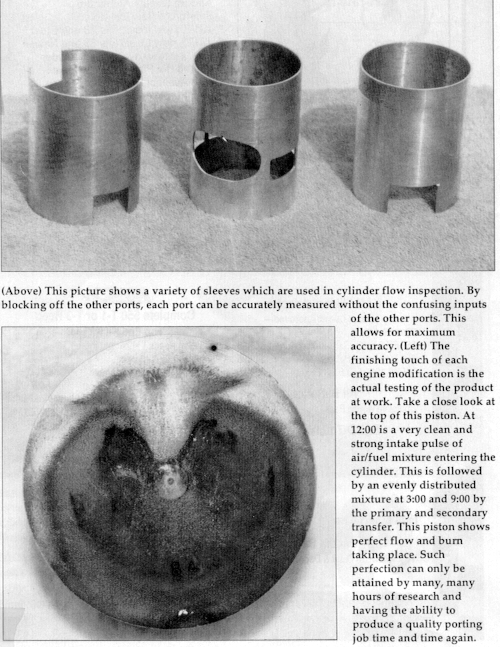
The most important test is to determine the direction of the air flow. To help visualize the air flow, it's helpful to build an air flow tell-tale probe. It works like a weather vane, in theory, to determine wind direction. The probe consists of a metal rod with a short piece of string attached to one end. After constructing a false cylinder head out of clear Plexiglas to allow unobstructed vision, the probe is inserted into the exhaust port. It's generally agreed that for good air flow, the air should flow up the side of the cylinder opposite the exhaust port side of the top of the head and down the exhaust port side to exit from the exhaust port. There should be no short-circuiting from the intake side of ports and no dead spots of air flow in the cylinder, especially at mean port opening. (For a discussion of mean port opening, see 1992 issue of PWCI.)
The initial testing program should consist of testing cylinders that are known to be good and those known to be bad. By observing the differences between the two, you can ascertain the features which make one cylinder perform better than another.
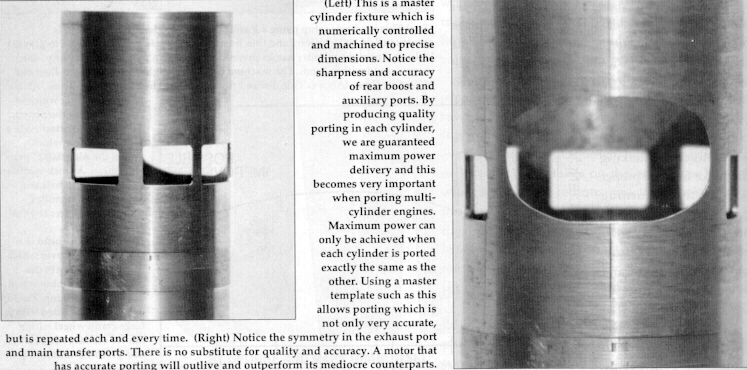
Most tuners believe that by enlarging ports as much as possible, they will produce whiplash producing speed on their machines. In reality, nothing could be further from the truth. The single most important factor in engine performance lies in symmetry of flow from side to side in each cylinder. Getting rid of exhaust gases from the previous power stroke is very important, and this can only be accomplished with a properly tuned exhaust system which should complement the port timing at a specific engine rpm. There will always be a small percentage of residual exhaust which will be mixed with the fresh incoming mixture charge, but this will be only a minimal amount in a properly tuned engine.
The easiest way to increase power is to raise the engine's operating rpms. However, this will make the powerband very narrow and nearly impossible to ride. I begin my work by inspecting and recording existing measurements on the stock cylinder. Then, I make a decision as to the possibilities of improvement on this cylinder. Quite often, the manufacturer will produce a cylinder with an exhaust tract designed for high rpm operation and an intake system that does not allow for such high rpms. When most tuners enlarge all the ports, this situation only gets worse. Again, each job is different and must be evaluate individually before successful porting can be accomplished. Port timing combinations are plentiful, but the trick is to find one that will work at a reasonable rpm range and deliver the kind of power necessary to win races. This is the whole secret behind quality work.
George Grabowski HPT Sport USA