Let It Flow
Cylinder porting is probably the most controversial subject among engine builders. Some technicians claim to have discovered some "secret" new way to produce arm-wrenching, fire breathing motors capable of instilling fear in the hearts of men brave enough to try and tame them. Well, my friends, let me be the first to tell you that there are no "secrets." Obtaining maximum power requires an understanding of the principles of engine operation and the associated mathematical formulae.
All performance work begins at the drafting table before it is implemented on the engine. In order to perform quality engine modifications, the builder must have porting dimensions provided to him or be able to develop his own. And if you plan to go into business porting cylinders, the experiments should be performed on your test machines, not on a customer's.
Every engine modification should begin by finding out the existing piston speed in that particular engine. Some engines have plenty of room for improvement, while others are running at near maximum piston speed, which happens to be 4000 feet per minute. To find mean (average) piston speed use this formula:
MPS = S*0.166*rpm / 25.4
MPS = mean piston speed (feet per minute) and S = piston stroke in millimeters.
Example: An engine has a stroke of 70 mm and runs at 8000 rpm, what is the mean piston speed?
MPS = 70.0*0.166*8000 / 25.4 = 3659 feet/minute
The next step is to calculate how much power is made by an engine. Do not be misled by high horsepower figures. They tell very little about actual engine performance or how well an engine has been modified. The true measure of performance is called the Torque and Brake Mean Effective Pressure figures. High horsepower figures are misleading because we can show large power figures when the motors turn high rpm, which in turn would increase top speed. But, unless the engine produces high torque over a wide rpm range, lap times on a race course will actually be slower because of poor acceleration.
For this reason, BMEP gives the true indication of how effectively the engine is operating, regardless of its capacity or its operating rpm.
BMEP = HP*6500 / L*RPM
or OMEP = Torque*6500 / L*5252
L = engine size in liters. HP = horsepower
I rely on BHP (brake horsepower) formulae:
BHP = PLAN / 33000
P = Brake mean effective pressure in psi
L = Piston stroke in feet
A = Area of one piston in square inches
N = Number of power stokes per minute
Example: You port a twin cylinder which will run at 11,000 rpm, deliver an average pressure of 115 psi, have a bore of 56 mm and a stroke of 50 mm. What is the predicted BHP?
P = 115
L = 0.164 (50/25.4+1.9685/12=0.164 feet)
A = 3.81 square inches
N = 22,000 (11,000 rpm * 2 cylinders)
BHP = 115*0.164*3.81*22,000 / 33,000 = 48 BHP
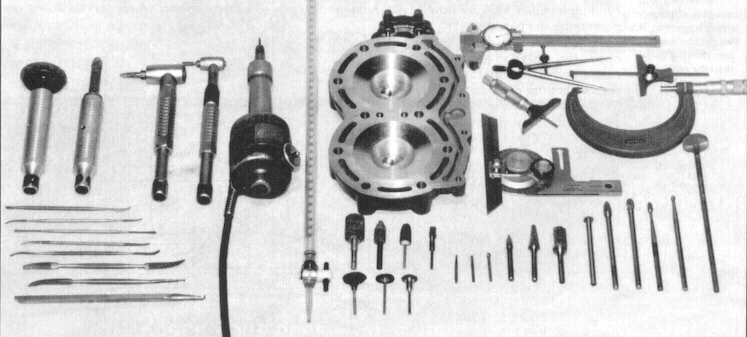
Porting requires a lot of hand tools and measuring devices. So next time you wonder why cylinder porting is so expensive, keep in mind the amount of work involved.
Successful porting also relies on other factors, such as: the exhaust system to be used, rider's weight, and drive train capability. The exhaust system plays an important role in the effectiveness of both exhaust and transfer port time areas. There is no way that an engine will produce good power if the tuned length of the pipe is mismatched with the port configuration. As you can see, porting is 'just grinding away metal here and there, but rather the assembly of a complete package that will perform as required.
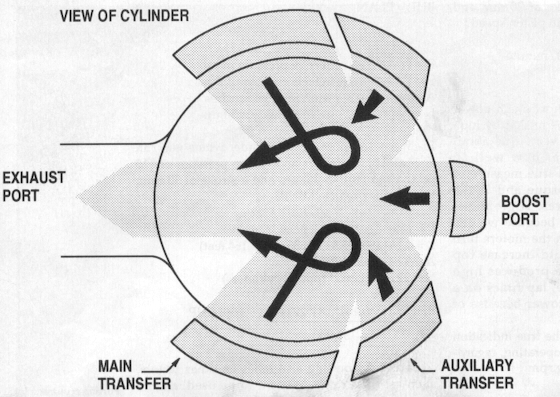
Good engine design is based on the ability to extract exhaust gases and recharge the combustion chamber with a fresh air/fuel charge at precisely the right time and at the chosen rpm. A good porting job is based not on radical port dimensions, but on the precise and even flow of gases across the top of the piston. This precise flow is obtained by maintaining close tolerances between port sizes and angles, which is especially critical in multi cylinder engines, Mixture flow is also related to port timing and port area.
Cylinder ports are fully open for only a brief instant when the piston reaches bottom dead center. At all other times the ports are either partially or fully covered by the piston as it travels through its stroke. In order to determine mean (average) open port duration, first we must convert port duration to a 360 degree scale (one piston cycle equals 360 degrees). A degree wheel is placed on the crank and the piston's location is indexed from that wheel. It is extremely important to locate the Top Dead Center (TDC) and position the degree wheel at true TDC. If this is not done properly, port measurements can be incorrect, which will cause incorrect modifications.
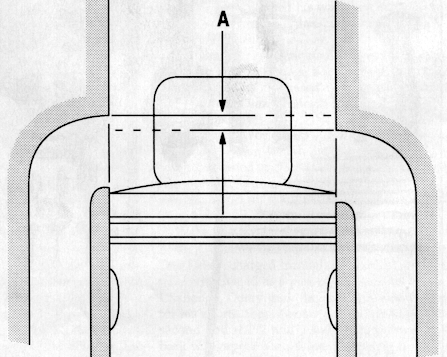
Most engines will not show any piston travel near TDC for two to four degrees of crank travel. A common practice is to install a dial indicator on the top of the cylinder and rotate the crank until no movement is shown. This is not the correct way to determine TDC. A two degree error on the degree wheel will translate to an error of 0.030" piston travel at the exhaust port, which could lead to disastrous results in a race engine.
The proper way to find true TDC is to rotate the crank until the indicator stops moving. Zero out the degree wheel. Now, rotate the crank about six degrees one way and record the indicator reading, for example 0.014". Now, rotate the crank the other direction until the indicator reads 0.014". Let's say that you end up at 10 degrees. Where is true TDC? Take 10 degrees minus six degrees equals four degrees. Divide this by two and add six to end up with eight degrees. Rotate the other direction to eight degrees and you should read 0.014" on the indicator. At this point you have true TDC at zero degrees on the wheel.
Another method is to transfer all port dimensions to a sheet of paper where port duration's can be calculated with much more accuracy. It is necessary to convert port timing from degrees of crank rotation to actual time at a given engine rpm. This is accomplished with the following formula:
T = 0 / N*6
T = Time in seconds
N = Engine rpm
0 = Port opening in degrees
Example: Exhaust port timing of 176 degrees at 6700 rpm
T = 176/6700*6 = 176/40200 = 0.00438 seconds
Finding T was easy, determining port mean area is more difficult. One way is to set up a degree wheel at TDC, then rotate the crank until the piston begins to uncover the port. Next, continue turning the engine to BDC and then back to where the piston just uncovers the port. This is the port's angle of duration.
Now, divide this figure by four, then add the angle where the port just began to open. The piston should uncover 70 percent of the port at this point. This is the port mean time area.
Another, more precise, method is to draw the actual engine dimensions on paper, using one half of the stroke, connecting rod length, piston, and ports. Afterwards, the opening of the port is measured precisely by using one millimeter square grid paper and accurately tracing the outline of the port onto the paper. Make sure that all ports are transferred from the outline of the paper into the size of the bore. If traced flat, the paper will be incorrectly calculated. Every engine design is based on time area per unit displacement. These are guidelines that most engines follow.
Intake port: 0.00014 to 0.00016 cm2 / cm3
Transfer port: 0.00006 to 0.00010 cm2 /cm3
Exhaust port: 0.00014 to 0.00015 cm2 / cm3
Rotary intake: 0.00018 to 0.00019 cm2 /cm3
As mentioned above, precise tolerances are required for maximum performance. Port dimensions must be held to within 0.005 inch for sport engines and 0.002 inch for race engines. When using a degree wheel, it is impossible to achieve such accuracy in measurements.
For example, one degree of crank rotation at the exhaust port equals approximately 0.015 inch. Now, measuring 0.002 inch would mean having to measure one-eighth of one degree. Such measurements are impossible to achieve with the use of a degree wheel! For this reason, I always transfer my work to paper, where closer tolerances can be maintained.
The next step is to find the port's volume in seconds/cm2/cm3. Go back to our example of an exhaust port which has a time of 0.00438 second and port area of 8.5 cm'. Now we can find exactly where this motor will run efficiently. Our Kawasaki 650 cylinder has a volume of 635 cm', which is A 317 cm' per cylinder.
TA = 8.5 cm = 0.0268 / 317 cm
PTA = 0.00438*0.0268=0.00012 seconds/cm'
Our answer indicates that we have an exhaust port deficiency in port time area for this range. Let's say that we want our engine to run at 7200 rpm, which results in speeds of 44mph with a single 44mm carburetor, long cone tail pipe, and a 15.5 degree impeller. We need to increase the port time area. It is best to widen ports before changing their height. Our new port time area is 11.4 cm2.
T = 0/N*6 = 182/7200*6 = 182/43200 = 0.0042
TA = 11.4/317 = 0.0359
PTA = 0.0042 * 0.0359 = 0.00015 seconds, which is the perfect port time for running at 7200 rpm.
In general, increases in transfer port areas tend to reduce peak power but add to the power curve at low and midrange. Conversely, increases in exhaust port time area tend to reduce power at lower rpms but increase power in the upper rpm range. The bast way is to use modern computer driven design programs and hands on techniques offered by George.
George Grabowski HPT Sport USA